DX-100萬能測長儀的應(yīng)用案例
萬能測長儀對光滑零件的測量有外尺寸測量分絕對測量和相對測量兩種方式。首先�����,調(diào)整好萬能測長儀的測帽、測力并注意溫度情況�����。然后選擇并安裝合適的工作臺,并將工件固定在工作臺上��。
1��、絕對測量的步驟:
a 先使兩測帽接觸����,記下顯示的示值Lo或按鍵將示值清零
b.將被測件移入兩測帽之間并接觸�����;找到“轉(zhuǎn)折點”��,記下顯示的示值L1
c.被測件實際尺寸L=L1-L0
2��、相對測量的步驟
a.先將標(biāo)準(zhǔn)件移入兩測帽之間�����,并接觸�����;找到“轉(zhuǎn)折點”,記下顯示的示值Lo或按鍵將示值清零
b.將被測件移入兩測帽之間�����,并接觸�;找到“轉(zhuǎn)折點”,記下顯示的示值L����,
c.被測件實際尺寸L=L1-L0+LS; (LS為標(biāo)準(zhǔn)件實際尺寸)
為了保證量值正確���,在完成b操作后�����,可重復(fù)a.項操作��,看初始值L����。是否變化���,若無化則數(shù)據(jù)有效�。為了發(fā)現(xiàn)被測件的形狀誤差,b.項可重復(fù)操作���,移動工作臺���,改變被測件測量部位,測出L2,L3,L4
萬能測長儀在測量小于100mm的尺寸�,可以絕對測量也可以比較測量,不過前者較為方便��,大于100mm尺寸����,必須相對測量�,且被測件與標(biāo)準(zhǔn)件尺寸之差應(yīng)小于l00mm。
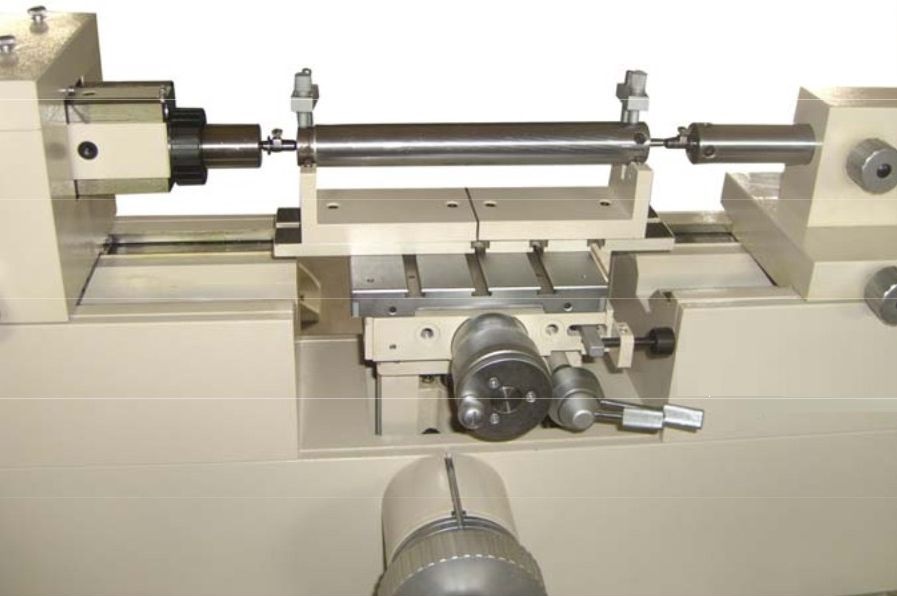
5.2.2DX-100萬能測長儀對錐體的測量
被測錐體可以用頂針架水平支撐��,其錐度K和錐角按下式計算:
tgα/2=K/2=D-d/2L
式中:D�、d分別為測行大、小端直徑����,
L為D、d之間的軸向長度
α/2為圓錐素線與中心線的夾角
D����、d應(yīng)距端面有一定距離����,測量方法同5.2.l節(jié)�����,L尺寸在工作臺橫向鼓輪(圖二15號)上讀出���,L最好定為整數(shù)�����,以方便計算�����。
萬能測長儀采用雙鉤法內(nèi)尺寸的測量
內(nèi)測鉤分大小兩種����,大測鉤用于測量大于30mm孔(圖九���、十)����,小測鉤用于測量大于10mm孔,小于10mm的孔則必須用電測法測量(見5.2.4節(jié))��。
雙鉤法內(nèi)尺寸測量屬相對測量��。其標(biāo)準(zhǔn)件是一起所附的標(biāo)準(zhǔn)環(huán)規(guī)(圖六的53����、52號),大�、小各一只。它們的實際尺寸被寫在其端面上��,并用刻線標(biāo)出標(biāo)定位置�����。
大測鉤固定于測軸和尾管的Φ28mm外圓上�,使用小測鉤時���,必須把尾管換成專用尾管��,并使紅色標(biāo)點向上�����,測鉤裝在測帽固定軸上�。打開專用尾管前部護(hù)罩,調(diào)節(jié)四個螺釘可校正頭�����、尾測帽固定軸同軸度(出廠前已校好�,用戶不要輕易調(diào)整),必要時可裝上平面測冒進(jìn)行調(diào)整�����,調(diào)好后���,四個螺釘應(yīng)處于鎖緊狀態(tài)��。
萬能測長儀雙鉤法內(nèi)尺寸的測量步驟:
a安裝測鉤�����,測軸脫開外測砝碼���,掛上內(nèi)測砝碼�。
b先將標(biāo)準(zhǔn)環(huán)規(guī)簧裝在工作臺上����,刻線標(biāo)記平行于測軸,提升工作臺使兩測鉤伸入孔中與孔壁接觸�,找到“轉(zhuǎn)折點”,記下顯示的示值L����。或案件將示值清零����,
c拆下環(huán)規(guī),換上測件�,提升工作臺使兩測鉤伸入孔中與孔壁接觸,找到“轉(zhuǎn)折點”��,記下顯示的示值L?�����;
d被測件買際尺寸L= L1-L0+LS (LS為標(biāo)準(zhǔn)環(huán)規(guī)買際尺寸)��;
e重復(fù)b項操作�����,看初始值Lo 是否變化��,若無變化則數(shù)據(jù)有效�����。為了發(fā)現(xiàn)被測件的形狀誤差���,c項可重復(fù)操作移動工作臺改變被測件測量部位���,測出L2,L3,L4.